
一,湿电子化学品概述
湿电子化学品(Wet Electronic Chemicals)
,又称工艺化学品
(Process Chemicals
),是微电子
、光电子湿法工艺
(主要包括湿法刻蚀
、湿法清洗
)制程中使用的各种液体化工材料
。湿电子化学品广泛用于芯片
、显示面板
、太阳能电池
、LED 等电子元器件微细加工的清洗
、光刻
、显影
、蚀刻
、掺杂等工艺环节配套使用
。
不同电子元器件对线宽的加工精度及污染的敏感性不同
,对湿电子化学品的技术要求不同
。其中
,半导体领域要求最高
,其次是平板显示和 LED 领域
,再次是光伏太阳能领域
。随着集成电路电线宽的尺寸减少
,对工艺中所需的湿电子化学品纯度的要求也不断提高
。从技术趋势上看
,满足纳米级集成电路加工需求是超净高纯试剂今后发展方向之一
。

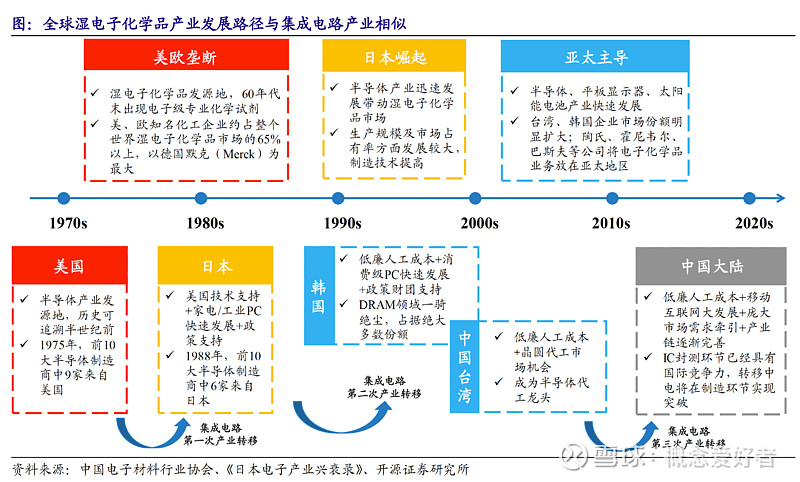
湿电子化学品的产生与发展与集成电路产业密切相关
,也经历了美欧垄断
、日本崛起和亚太主导三个阶段
。
1.2.湿化学品更新换代快,洁净度要求极高
电子化学品下游半导体
、面板等行业均为投资规模大
,技术更新换代快 的行业
,半导体
“摩尔定律
”对 IC 线宽要求愈发苛刻
,高世代液晶面板以 及新型显示技术的推陈出新
,为提升产品良率对上游湿电子化学品的纯度
、洁净度要求越来越高
。湿电子化学品制备的关键在于控制并达到所要求的杂质含量和颗粒度。以半导体领域为例,根据现行通用的 SEMI 标准,根据 IC 线宽不同,所需超 级高纯试剂可分为 G1-G5 5 个等级,其中 G5 等级要求金属杂质含量达到 10ppt 等级。
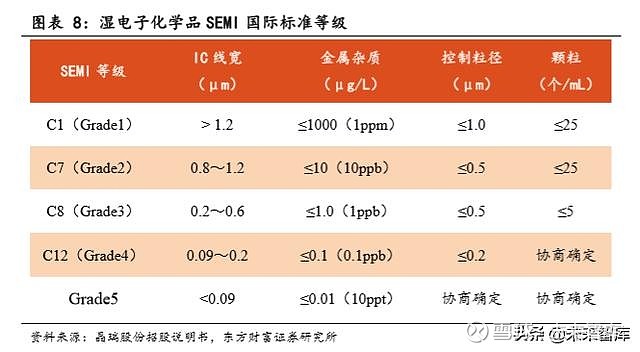
湿化学品的三个主要应用场景对产品的等级要求有所不同,太阳能电池 领域对洁净度要求相对较低,仅需达到 G1 等级。显示面板领域一般要求达 到 G2、G3 等级。半导体领域,分立器件对超净高纯试剂等级要求相对较低,基本集中在 G2 级;集成电路用超净高纯试剂的纯度要求最高,中低端领域 (8 英寸及以下晶圆制程)要求达到 G3、G4 水平,部分高端领域(大硅片、12 英寸晶圆制程)要求达到 G5 等级(10ppt)。
1.3.湿化学品关键生产工艺:提纯
、混配
、包装
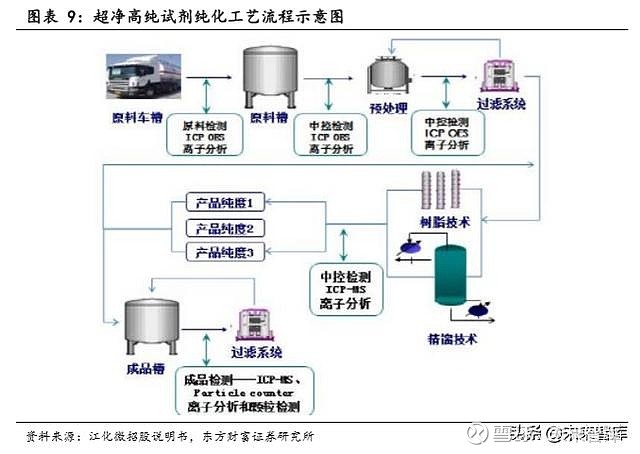
湿电子化学品对纯度和洁净度要求极高,在生产、检测、包装、运输各 环节均有严格要求。超净高纯试剂核心生产工艺主要涉及物理纯化的提纯工 艺,功能性材料主要为配方性的混配工艺。
超净高纯试剂纯化:湿电子化学品品种众多,产品制备工艺、设备要求 各不相同,需根据不同品种特性确定工艺路线。提纯工艺段主要采用蒸馏、亚沸蒸馏、等温蒸馏、减压蒸馏以及升华、化学处理、气体吸收等技术,分 离金属杂质。采用超微过滤器(PTFE 膜)过滤除去颗粒性杂质。结合不同的 颗粒、金属杂质、非金属杂质分析测试技术以达到相应标准的洁净度。一般 的蒸馏方法将离子含量降低到 10-9级还相对容易,但要继续达到 10-9以上对 处理设备、容器和环境要求非常高,处理成本也会大幅提高。
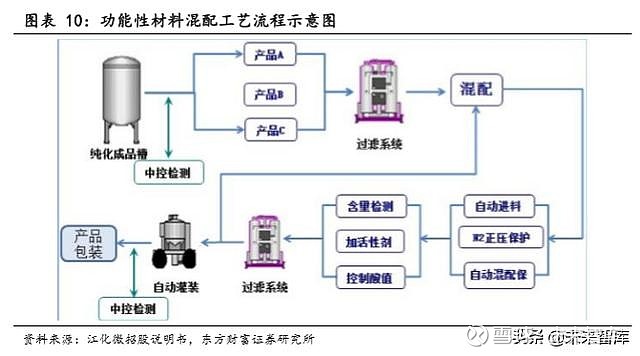
功能性材料混配工艺:功能性材料生产核心在于将纯化后的成品进行精 密混配
,混配的关键在于配方
,配方则需要根据不同客户需求定制开发
,需 要长时间的调配
、试制
、上线测试
。
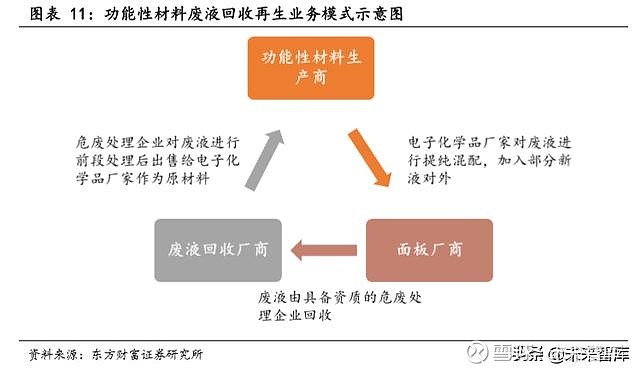
功能性材料废液回收再生:对于附加值较高的功能性化学品
,除销售新 液外
,材料厂商还会采用废液回收再生的方式实现与特定客户间的内部循环
。回收再生产品主要用于对洁净度要求相对稍低的面板厂商
(主流半导体客户 一般不选用
)。面板厂商使用后的功能性材料废液由具备资质的危废处理企 业回收并进行初步处理
,处理后回售给材料厂商作为原材料
,材料厂商对废 液进一步提纯混配
,并添加部分新液再次出售给面板厂商
。再生产品在满足 下游客户要求基础上
,可以显著降低客户及材料厂商生产成本
。
包装、运输:湿电子化学品多为易燃、易爆、强腐蚀的危险品,且对运 输过程中洁净度要求极高。规模运输过程多采用内衬 PFA、PTFE 等高性能氟 树脂的槽车,造价较为高昂,且全球仅少数厂家具备供应能力
二,湿电子化学品产业链
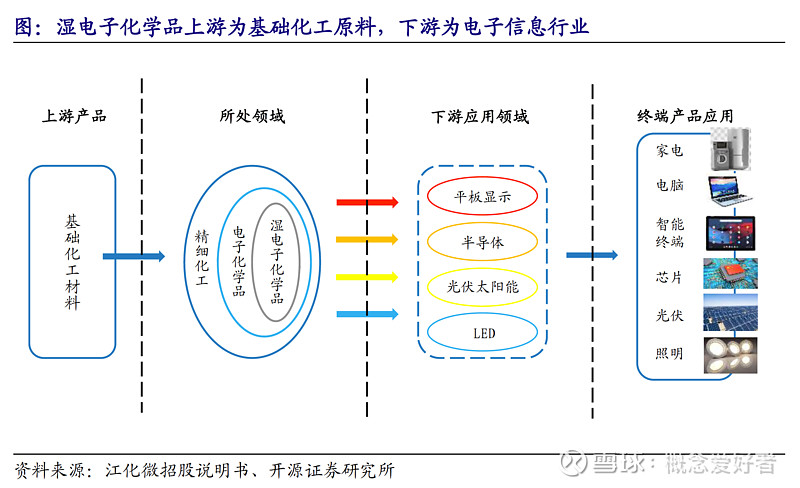
湿电子化学品上游是基础化工产品
,下游是电子信息产业
(信息通讯
、消费电子
、家用电器
、汽车电子
、 LED
、平板显示
、太阳能电池
、军工等领域
)。湿电子化学品行业是精细化工和电子信息行业交叉的领域
,其行业特色充分融入了两大行业的自身特点
,具有品种多
、质量要求高
、对环境洁净度要求苛刻
、产品更新换代快
、产品附加值高
、资金投入量大等特点
,是化工领域最具发展前景的领域之一
。
三,行业现状
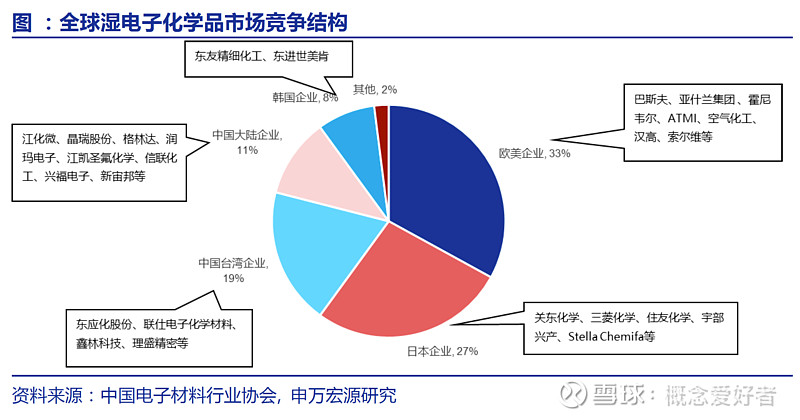
全球湿电子化学品市场主要被欧美、日本等企业所把控。德国巴斯夫、默克,美国亚什兰、霍尼韦尔等老牌化工企业凭借极强的技术优势,把控全球湿电子化学品近 33%的市场
,产品等级与半导体制造业发展几乎保持同一步调
。日本关东化学
、三菱化学
、住友化学等占有约 27%的市场
。剩余市场则主要由韩国
、中国大陆以及中国台湾地区企业所占领
。我国湿电子化学品行业起步较晚
,目前在中低端市场已发展成熟
,广泛应用于太能电池生产环节
,市场竞争激烈
;而高端显示面板
、半导体等市场仍主要依赖进口或外资企业
。
近年来随着下游半导体
、显示面板等产业不断向我国转移
,我国湿电子化学品行业进入大规模快速发展阶段
。根据中国电子材料行业协会的预测
,预计 2020 年我国湿电子化学品市场规模将达到 105 亿元
,总用量超过 147 万吨
,2016-2020 年需求量复合增长率约26%
。

3.1.高端湿化学品国产化率仍然偏低,进口替代空间巨大
从湿电子化学品发展历程看产业转移,中国湿电子化学品行业正进入发 展快车道。湿电子化学品行业的诞生得益于大规模集成电路的出现,全球格 局变化也随着半导体产业的转移展开。国际半导体设备与材料组织(SEMI)于 1975 年成立了化学试剂标准委员会,世界湿电子化学品开始走向标准化 发展阶段。90 年代及之前,湿电子化学品市场主要是由美国、欧洲知名化工 企业垄断。90 年代后期起,由于日本半导体产业迅速发展,日本湿电子化学 品行业市占率快速提升。进入 21 世纪,随着韩国、中国大陆半导体、平板显示器、太阳能电池等产业快速发展,这些地区湿化学品产业发展迅速。
技术水平差异仍是制约国产化的重要因素,资金瓶颈缓解助力湿电子化 学品企业技术快速提升。目前国产材料较进口材料在长期稳定性、售后服务、工艺线指导等方面仍存在一定差异。我们认为主要系以下原因:一、投入不 足。我国湿电子化学品企业普遍发展时间较短,在发展时间、资金规模方面 与国外巨头企业存在较大差距。二、工艺技术落后。国内超净高纯试剂生产 工艺主要以传统的蒸馏、精馏工艺为主, 能耗高、工艺复杂、产品等级低、生产成本高。而国外企业离子交换、气体吸收、膜处理技术等先进工艺应用 较为成熟。三、配套设施不完善。例如产品最终分装及 0.1-0.2μm 颗粒测 试过程中, 需要配套 10 级超净环境,国内部分企业生产环境仍存在一定改 进空间。四、分析检测精密度不足。国内部分企业由于资金有限,难以承受 价格高昂的高端检测设备,检测仪器设备的精度和准确率不足。同时检测管 理、质量体系仍存不足。五、包装、运输容器瓶颈。湿电子化学品存储运输 容器一般需内衬 PFA、PTFE 等高性能氟树脂材质。国产包装容器在杂质溶 出量、颗粒脱落量等指标方面与进口容器仍存一定差距,而进口容器造价高 昂且供应能力有限。
但随着国家对湿电子化学品行业的政策扶持,以及国内主流企业上市融 资顺畅,资金瓶颈不断缓解,目前国内湿电子化学品行业技术不断提升,头 部企业部分产品等级已经可以达到 G4、G5 等级。
湿电子化学品国产化水平仍然偏低,G4、G5 级产品进口替代空间仍然较 大。目前国外湿电子化学品生产企业已实现 G5 标准产品的量产,而国内主 流产能仍停留在 G2、G3 标准。国内生产超净高纯试剂的企业中能够达到国 际标准并且有一定生产量的企业逾三十余家,而其中仅少数企业掌握部分 G3 级以上标准产品的生产技术。在产品等级要求较低的太阳能电池领域(要求 G1 等级),国内已基本实现国产化。半导体领域,6 寸及以下晶圆加工湿电 子化学品国产化率已提高到 82%,8 寸及以上晶圆加工产线国产化率缓慢提 升至约 20%,总体晶圆加工市场湿电子化学品国产化率约为 26%。显示面板 领域,国内 3.5 代线及以下用湿电子化学品已基本实现国产化,4.5、5 代 线国产化率约 30%,6 代线以上产线湿电子化学品国产化率约 10%左右,综合 国产化率约 25%。
3.2.半导体、面板产能持续向国内转移,湿化学品国产化率快速提升
全球半导体及面板产能持续向中国大陆转移,湿化学品国产化率提升正 当时。中国大陆地区的半导体销售额占全球半导体市场的销售额比重逐年上 升。全球面板产业经过 3 次转移后目前形成了中日韩三足鼎立的局面,仍有 加速向中国大陆转移的趋势。未来几年随着大陆半导体及面板产业快速发展,预计国内湿电子化学品行业将进入快速发展阶段。
国内企业物流、成本、政策优势突出,国产化率持续提升。湿电子化学 品多为易燃、易爆、强腐蚀的危险品,对运输过程中洁净度要求极高,储存、运输成本较高,且进口产品易受船期、天气等因素影响供货及时性。我国湿 电子化学品企业多分布在半导体、面板、太阳能电池产能聚集的华东地区,并在西部地区投资扩产辐射中西部市场,地域优势得天独厚。国内原材料、人力成本相对低廉,成本、价格优势突出。政策方面,国家近年来出台了一 系列政策均将先进电子材料列为重点发展和支持对象,部分企业获得产业基 金扶持,产业规模快速提升,国产化率不断提高。
国内湿化学品企业快速发展,高端市场逐步攻克。国内湿电子化学品企 业主要包括两类:一是主要起步于华东地区的专业湿电子化学品生产商,一 般布局全系列产品,在某一领域具备相对优势,如晶瑞股份、江化微、科华 微电子、江阴润玛等。目前晶瑞股份在半导体领域用量最大的双氧水、氨水、硫酸三个产品方面,均已达到 G5 等级。江化微超高纯湿电子化学品和功能 性材料布局完整,功能性材料相对具有优势。北京科华微电子光刻胶及配套 试剂较为突出。二是基于原有产业链进行拓展的传统化工企业,例如氟化工 领域的巨化股份、三美股份、多氟多、滨化股份,其中巨化、滨化电子级氢 氟酸可达到 G4 等级,多氟多电子级氢氟酸可达到 G5 等级。磷化工领域,龙 头企业兴发集团基于现有完整磷化工产业链优势大力发展电子级磷酸。国内 湿电子化学品企业在产能及产品等级方面不断发展,逐步切入到高端市场。
四,行业特性
1.湿电子化学品对包装、运输的要求极高,行业具有一定的区域性。
湿电子化学品行业的区域性决定了其发展水平与该地区的电子产业发展水平呈正相关
。所以
,这一行业通常采用的是
“生产者-使用者-废液处理者
”三位一体的交易模式
,往往上下游企业是配套出现的
。
2.高技术壁垒赋予湿电子化学品较高的附加值
湿电子化学品的成本构成中原材料占比较高
。湿电子化学品对上游原材料的采购占上游行业总体的供给比例非常小
,上游原材料供给较为充足
。综合来看
,湿电子化学品价值占其下游电子产业链价值比重较低
,同时产品技术等级越高
,则产品的附加值越高
,企业的议价能力越强
,所以原材料对湿电子化学品企业盈利水平的影响可控
。和
大宗商品不同的是
,湿电子化学品的高附加值源于精密纯化与混配技术
。其中混配工艺的关键在于配方
,需要长期经验积累
,所以行业的壁垒是较高的
。
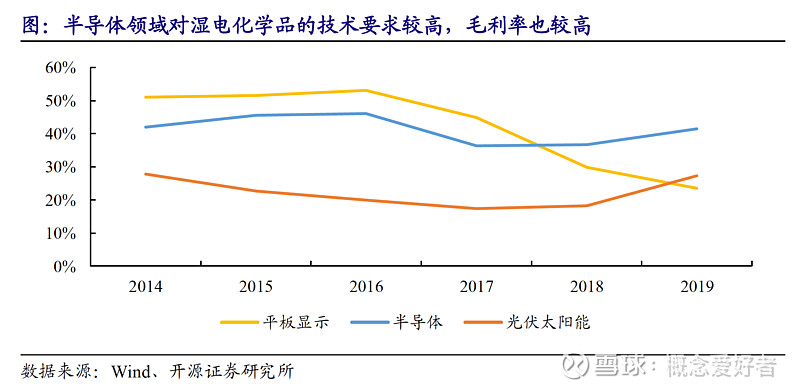
3.湿电子化学品盈利差异体现在产品等级不同
湿电子化学品作为电子行业的配套行业
,与下游行业结合紧密
,素有
“一代材料
、一代产品
”之说
。产品等级与应用领域对湿电子化学品的盈利能力有较大影响
。国内湿电子化学品厂商的盈利差异主要体现在产品等级与应用领域的不同
。半导体市场对湿电子化学品生产商的技术实力与生产经验要求最高
,故该领域竞争激烈程度相对较低
,毛利率最高
。光伏太阳能领域对产品纯度要求低
,进入壁垒低
,毛利率较低
。
4.认证采购模式使湿电子化学品具备一定的客户壁垒。
湿电子化学品产品品质对下游电子产品的质量和效率有非常大的影响
,因此
,下游电子元器件生产企业对湿电子化学品供应商的质量和供货能力十分重视
,常采用认证采购的模式
。所以
,湿电子化学品尽管在下游电子元器件中成本占比很小
,因此一旦与下游企业合作
,就会形成稳定的合作关系
,这会对新进入者形成较高的客户壁垒
。
五,市场前景
1. 半导体:大尺寸晶圆厂投产拉动湿电子化学品需求
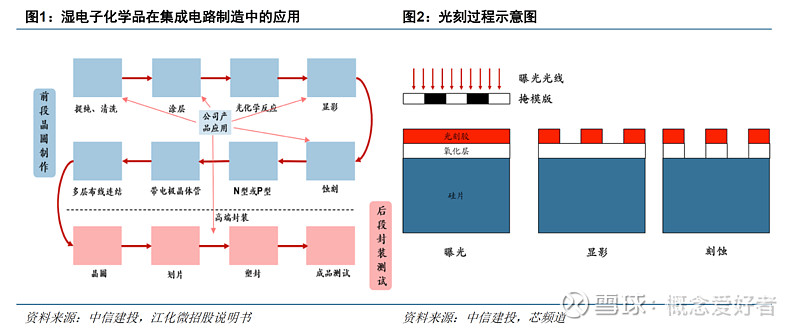
湿电子化学品在晶圆加工中充当清洗和蚀刻功效
,湿法化学清洗技术在硅片表面清洗中仍处于主导地位
。光刻工序中
,基片前处理
、匀胶
、显影和剥离步骤需要使用湿电子化学品
。蚀刻技术可大略分为湿式蚀刻和干式蚀刻两种
,湿式蚀刻技术是最早发展起来的
,目前还是半导体制造中得到广泛应用的蚀刻技术
。湿式蚀刻因其可精确控制薄膜的去除和对原材料的低损耗
,在今后很长一段时间将无法取代
。硫酸
、双氧水是半导体晶圆加工中需求量最大的两个品种
。
近两年中国大陆晶圆厂进入投产高峰期,12 英寸晶圆加工主导半导体用湿电子化学品需求成倍增加,另一方面,制程节点的突破将对湿电子化学品等级提出更高要求。而国内湿电子化学品达到国际标准且具有一定生产量的30 多家企业中,技术水平多集中在G3 以下(国产化率80%),G3 及以上的湿电子化学品国产化率仅约为10%。
2.1.半导体:12 英寸晶圆产线对湿电子化学品需求量激增
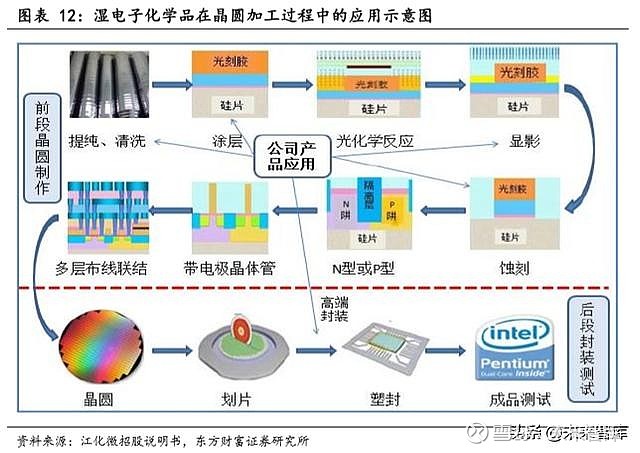
湿电子化学品在晶圆加工中主要用于清洗
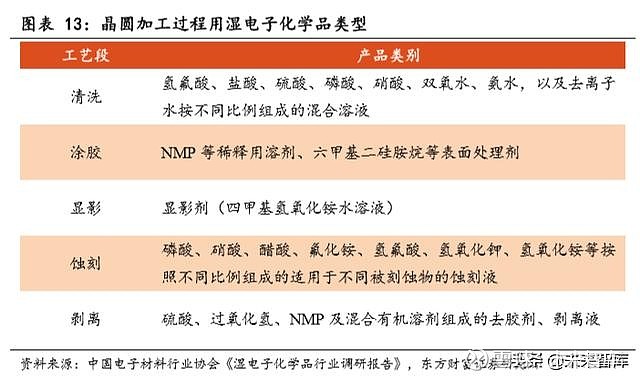
、光刻、蚀刻工艺。晶圆清洗 是指在氧化、光刻等工艺之前去除硅片表面的金属离子、有机物、氧化物,对湿电子化学品需求量最大。包括碱性(氨水+双氧水)、酸性(盐酸+双氧 水)、有机物清洗(浓硫酸+双氧水)、氧化层清洗(稀释氢氟酸)等不同类 型清洗液。光刻工艺段包括光刻胶稀释用溶剂、涂胶前基片表面处理剂、曝 光之后的显影剂、以及刻蚀完成后光刻胶去胶剂、剥离液等。蚀刻工艺段根 据蚀刻对象的不同所需的蚀刻液不同,但主要以混合强酸蚀刻液为主。根据 SEMI 统计,2018 年晶圆制造材料中湿电子化学品占比达到 10%。
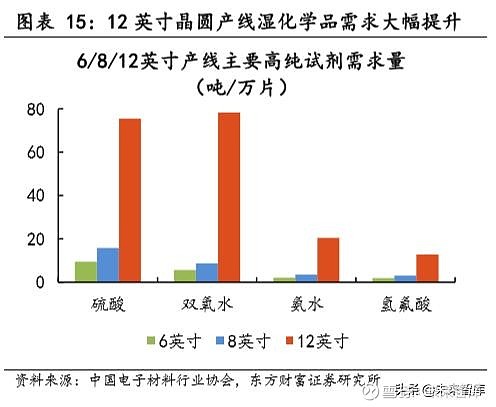
12 英寸产线硫酸、双氧水、氨水用量较 8 英寸大幅提升。硫酸、双氧水、氨水是晶圆加工过程中用量最大的高纯试剂,大量用于湿法清洗、刻蚀等环 节。12 英寸晶圆产线较 8 英寸产线对湿电子化学品的等级要求和用量要求均 大幅提升。12 英寸产线普遍要求湿化学品等级达到 G4、G5 等级,8 英寸产 线要求 G3、G4 等级。12 英寸产线对各类湿化学品需求量大幅提升,预计总 需求量约为 240 吨/万片(硫酸、双氧水、氨水需求量分别为 75/78/20 吨/ 万片),8 英寸产线总需求量约为 45 吨/万片。
大陆晶圆厂集中投产,湿化学品需求增长提速。2017 年以来,中国大陆 进入晶圆厂建设及投产高峰期,据 SEMI 统计,2017-2020 年全球在建和规 划建设的晶圆代工厂共 62 座,其中 26 座设于大陆,占比约 42%,且主要以 12 英寸产线为主,据我们统计 2017-2020 年大陆预计将有 27 条 12 英寸晶圆 产线投产。尤其以中芯国际、华虹宏力、紫光、长江存储、武汉新芯为代表 的大陆本土晶圆代工企业进入投产高峰期,带动上游材料需求快速增长。
全球半导体销售额回暖,晶圆代工厂产能利用率提升。全球及中国半导 体销售额自三季度起环比增长显著,我们预计 2020 年在 5G 手机快速普及推 动下,半导体行业需求有望底部回暖,晶圆代工企业产能利用率将维持高位。

大陆半导体领域湿电子化学品需求量预计将达到 60 万吨/年。12 英寸产 线对各类湿化学品需求量约为 240 吨/万片,8 英寸产线总需求量约为 45 吨/ 万片。假设 2022 年图表 16 所示 8 英寸及以上产线能够全部投产并达到成熟 运行状态,假设产能利用率稳定在 80%水平,我们测算 2022 年半导体领域 对湿电子化学品需求量将达到 60 万吨/年。根据中国电子材料协会数据,2018 年半导体市场湿电子化学品需求量为 28.27 万吨,我们测算未来三年 半导体用湿电子化学品需求将维持 20%年均复合增速
2.平板显示:大陆面板产业崛起带动湿电子化学品需求增长
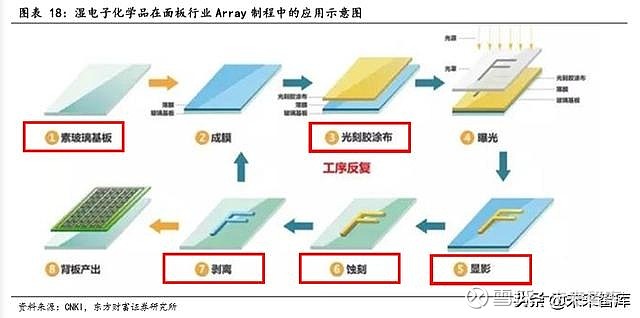
湿电子化学品主要应用于显示面板制造中Array制程的显影
、光刻
(蚀刻-剥离
)、清洗工序
。随着全球产能向中国大陆转移
,小尺寸OLED渗透率快速提升
,推动国内湿电子化学品需求增长提速
。根据湿电子化学行业协会数据
,单位面积 OLED 消耗的湿电子化学品量约是 LCD 面板的 7 倍
。

面板:OLED 及大尺寸 LCD 面板催生湿电子化学品需求快速提升
湿电子化学品主要用于 LCD 及 OLED 面板 Array 制程
。LCD 及 OLED 面板 生产工艺在 Array 制程(TFT 玻璃基板蚀刻)工艺流程较为类似。主要包括:TFT 玻璃基板清洗-沉积 ITO 薄膜(氧化物半导体薄膜,用于后续蚀刻)-涂 布光刻胶-曝光、显影-蚀刻-光刻胶剥离。所需湿电子化学品主要包括基板 清洗用清洗剂;光刻胶稀释剂;显影剂;刻蚀液;剥离液等。
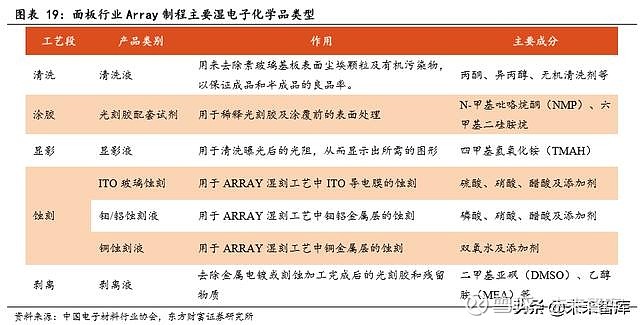
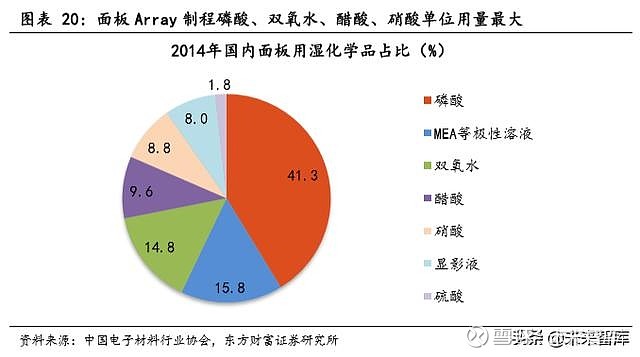
面板 Array 制程磷酸、双氧水、醋酸、硝酸单位用量最大。在面板加工 领域,需求量较大的湿电子化学品主要是:磷酸(41.3 %)、硝酸(24.06%)、MEA 等极性溶液(15.8%)、醋酸(9.59%),主要在面板的蚀刻加工中充当蚀 刻、清洗试剂。面板用湿电子化学品等级要求较半导体相对较低,但随着平 板显示向高世代发展,对产品的良率、稳定性、分辨率、反应时间等要求越 来越高,相应对高世代线用湿电子化学品的性能要求也越来越高。
高世代 LCD、OLED 面板产线集中投产,湿化学品需求增长提速。随着面 板产业全球产能向大陆转移,国内高世代产线逐步投产,国内面板产能仍处 于快速增长期。据 IHS 预测,2020 年我国 LCD 面板产能全球市场份额将由 2018年的41%提升至48%;OLED面板产能占比将由2018年约20%提升至40%。据我们统计中国大陆 2018-2021 年新增高世代 LCD 面板产线 8 条,新增 OLED 面板产线 10 条,将大幅带动上游湿电子化学品材料需求增长。
液晶面板价格企稳
,材料价格承压有所缓解。液晶面板价格自 17 年中起 单边下跌,目前已跌破近五年最低水平,受此影响面板用湿电子化学品价格 承压,毛利率下滑明显。三季度以来,液晶面板价格跌势明显趋缓,我们认 为当前价格下全行业已普遍面临亏损,成本比拼将加速行业自发的竞争格局 调整,中长期来看面板价格已接近底部,大幅下跌空间有限。预计液晶面板 价格将有所企稳,材料企业降价压力有所缓解,毛利率预计将趋于稳定。
面板行业用湿电子化学品需求量预计达到 59 万吨
。假设 2022 年图表 20 所示在建面板产线能够全部投产并达到满产,2018 年新投产面板产线爬坡至 满产后产能提升 50%。根据不同世代面板产线对应的基板尺寸,我们测算至 2022 年面板产能较 2018 年将新增约 731 万平/月,按照每万平方米面板产能 湿电子化学品平均需求量为 28 吨计算,我们粗略测算至 2022 年面板行业用 湿电子化学品需求预计将达到约 59 万吨/年。根据中国电子材料协会数据,2018 年面板市场湿电子化学品需求量为 34.08 万吨,2018-2022 年均复合增 速 14%。
3.太阳能电池:光伏平价上网打开湿电子化学品长期空间
湿电子化学品主要应用于太阳能电池片制造的制绒
、清洗及蚀刻
。单晶硅采用的碱处理制绒
,多晶硅采用的酸处理制绒
。氢氟酸
、硝酸
、氢氧化钾是太阳能电池片制造中用量最多的品种
。随着国内太阳能电池生产制造业的大规模扩产
,湿电子化学品需求量也快速增长
,国内众多湿电子化学品生产企业实现产业链配套
,目前该领域的内资企业占有 99%以上的份额
太阳能电池:行业需求预计稳定增长
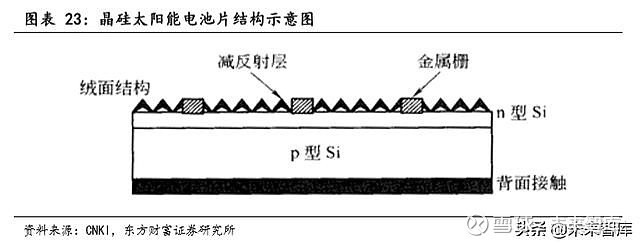
太阳能电池工作原理的基础是半导体 p-n 结的光伏效应
,晶硅太阳能电 池是目前应用最广泛的电池,基本结构是在 p 型晶体硅材料上通过扩散等技 术形成 n 型半导体层,组成 p-n 结。在 n 型半导体表面制备绒面结构和减反 射层以减少光反射造成的光损失,然后在正面、背面分别制备金属电极。
制绒工艺湿电子化学品用量占到 60-70%
。太阳能电池片主要工艺步骤包 括:清洗制绒、磷扩散制备 P-N 结、硅片清洗、边缘刻蚀以避免短路、沉积 反射膜、丝网印刷制备电极等。制绒工艺湿电子化学品消耗量最大,约占整 个加工需求总量的 60~70%。制绒即通过化学腐蚀的方法将光滑的硅片表面 腐蚀成凸凹不平的结构,以减少光反射造成的光损失。

太阳能电池生产过程氢氟酸
、氢氧化钾、硝酸、双氧水用量最大。单晶 硅制绒工艺一般采用氢氧化钾等碱性溶液作为腐蚀剂,配合盐酸、氢氟酸进 行清洗。多晶硅采用硝酸、氢氟酸等混合酸液作为腐蚀剂,采用高纯氢氧化 钾,氢氟酸+盐酸混合液进行清洗。近年来单晶硅片占比提升较快,单多晶 产能市占比已从 2015 年的 2:8 变为 2018 年的 3.5:6.5。未来高效电池的 市占比不断扩大,预计单晶硅片市占比仍将继续提升,太阳能电池领域氢氧 化钾、双氧水需求将明显增加。

行业需求增长稳定,产品附加值相对较低。太阳能电池行业对湿电子化 学品的洁净度要求相对较低,仅需达到 G1、G2 等级,目前国产化率已达到 98%。18 年“531”新政引发光伏行业巨震,降规模,降补贴,降上网电价压 力下,产业链相关产品产量增速、价格下滑明显。但随着 2019 年以来行业 政策趋于明朗,竞价项目持续落地,促使光伏行业平稳过渡到平价上网,行 业景气度有望获得提振。据中投产业研究院预测,2022 年中国太阳能电池产 量预计将达到 163GW,2018-2022 年 CAGR 为 14%。2018 年我国太阳能电池领 域湿电子化学品耗用量约 28.16 万吨,假设单耗不变,我们测算 2022 年太 阳能电池领域湿电子化学品耗用量将达到 48 万吨。

六,相关上市公司
格林达的产品市场集中于显示面板领域占比达到95%
。TMAH显影液是LCD
、OLED显示面板生产过程中的关键材料之一
。显示面板作为湿电子化学品需求增长的最大驱动力
,未来向OLED技术升级将带动其需求的加速扩张
。









